



Diamanttrådskärteknik är även känd som konsolideringsslipningsteknik. Det är användningen av elektroplätering eller hartsbindningsmetod där diamantslipmedel konsolideras på ytan av ståltråd, där diamanttråd verkar direkt på ytan av kiselstången eller kiselgötet för att producera slipning och uppnå skäreffekten. Diamanttrådskärning har egenskaper som hög skärhastighet, hög skärnoggrannhet och låg materialförlust.
För närvarande har enkristallmarknaden för diamanttrådsskärande kiselskivor blivit fullt accepterad, men den har också stött på ett problem som sammetsvitt, vilket är det vanligaste problemet i marknadsföringsprocessen. Mot bakgrund av detta fokuserar denna artikel på hur man kan förhindra problemet med sammetsvitt med diamanttrådsskärande monokristallina kiselskivor.
Rengöringsprocessen för diamanttrådsskärning av monokristallin kiselskiva består av att ta bort kiselskivan som skurits av trådsågmaskinen från hartsplattan, ta bort gummiremsan och rengöra kiselskivan. Rengöringsutrustningen består huvudsakligen av en förrengöringsmaskin (avslemningsmaskin) och en rengöringsmaskin. Den huvudsakliga rengöringsprocessen för förrengöringsmaskinen är: matning-sprayning-sprayning-ultraljudsrengöring-avslemning-sköljning med rent vatten-undermatning. Den huvudsakliga rengöringsprocessen för rengöringsmaskinen är: matning-sköljning med rent vatten-sköljning med rent vatten-alkalisk tvättning-alkalisk tvättning-sköljning med rent vatten-sköljning med rent vatten-förtorkning (långsam lyftning)-torkning-matning.
Principen för tillverkning av enkristall sammet
Monokristallin kiselskiva är karakteristisk för anisotropisk korrosion av monokristallin kiselskiva. Reaktionsprincipen är följande kemiska reaktionsekvation:
Si + 2NaOH + H2O = Na2SiO3 + 2H2↑
I huvudsak är mockabildningsprocessen: NaOH-lösning för olika kristallytor, (100) ytkorrosionshastighet än (111), så (100) till den monokristallina kiselskivan efter anisotrop korrosion, bildas så småningom på ytan för en (111) fyrsidig kon, nämligen "pyramidstruktur" (som visas i figur 1). Efter att strukturen har bildats, när ljus infaller på pyramidlutningen i en viss vinkel, kommer ljuset att reflekteras mot lutningen i en annan vinkel, vilket bildar en sekundär eller mer absorption, vilket minskar reflektiviteten på kiselskivans yta, det vill säga ljusfällningseffekten (se figur 2). Ju bättre storlek och enhetlighet på "pyramidstrukturen" är, desto tydligare är fällningseffekten och desto lägre är kiselskivans ytemissionshastighet.
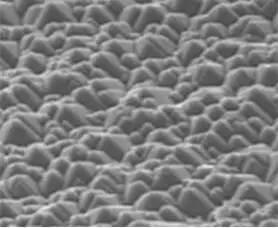
Figur 1: Mikromorfologi av monokristallin kiselskiva efter alkaliproduktion
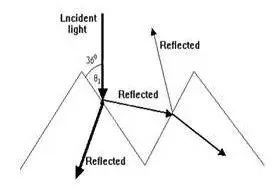
Figur 2: Ljusfällningsprincipen i "pyramidstrukturen"
Analys av vitning av enkristaller
Genom svepelektronmikroskop på den vita kiselskivan fann man att pyramidstrukturen i området i princip inte hade bildats, och ytan verkade ha ett lager av "vaxartade" rester, medan pyramidstrukturen i det vita området på samma kiselskiva bildades bättre (se figur 3). Om det finns rester på ytan av den monokristallina kiselskivan kommer ytan att ha en resterande "pyramidstruktur" av samma storlek och enhetlighet, vilket resulterar i att den kvarvarande sammetsytans reflektionsförmåga är högre än den normala ytan. Området med hög reflektionsförmåga reflekteras visuellt som vitt i det normala området. Som framgår av fördelningsformen på det vita området är det inte regelbundet eller regelbundet i stora områden, utan bara i lokala områden. Det bör bero på att lokala föroreningar på kiselskivans yta inte har rengjorts, eller att kiselskivans ytsituation orsakas av sekundär förorening.
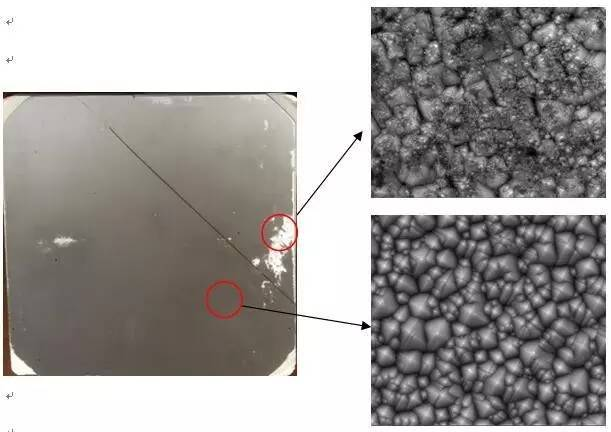
Figur 3: Jämförelse av regionala skillnader i mikrostruktur hos sammetsvita kiselskivor
Ytan på diamanttrådsskärande kiselskivor är jämnare och skadorna är mindre (som visas i figur 4). Jämfört med murbrukskiselskivor är reaktionshastigheten för alkali- och diamanttrådsskärande kiselskivors yta långsammare än för murbruksskärande monokristallin kiselskivor, så påverkan av ytrester på sammetseffekten är mer uppenbar.
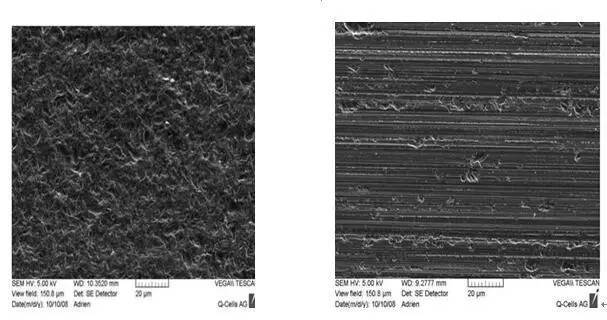
Figur 4: (A) Ytmikrografi av murbrukskuren kiselskiva (B) Ytmikrografi av diamanttrådskuren kiselskiva
Den huvudsakliga kvarvarande källan till diamanttrådskuren kiselskivas yta
(1) Kylvätska: Huvudkomponenterna i diamanttrådsskärningskylvätska är tensider, dispergeringsmedel, defamermedel och vatten och andra komponenter. Skärvätskan har utmärkt prestanda och är lätt att suspendera, dispergera och lätt att rengöra. Tensider har vanligtvis bättre hydrofila egenskaper, vilket är lätt att rengöra vid rengöring av kiselskivor. Kontinuerlig omrörning och cirkulation av dessa tillsatser i vattnet kommer att producera en stor mängd skum, vilket resulterar i minskat kylvätskeflöde, vilket påverkar kylprestandan och orsakar allvarliga problem med skum och till och med skumöverflöde, vilket allvarligt påverkar användningen. Därför används kylvätskan vanligtvis tillsammans med skumdämpningsmedel. För att säkerställa skumdämpningsprestanda är traditionell silikon och polyeter vanligtvis dåligt hydrofila. Lösningsmedlet i vatten absorberas mycket lätt och stannar kvar på ytan av kiselskivan vid efterföljande rengöring, vilket resulterar i problem med vita fläckar. Och är inte väl kompatibel med kylvätskans huvudkomponenter, därför måste den bestå av två komponenter, huvudkomponenter och skumdämpare tillsätts i vatten, under användning, beroende på skumsituationen, kan inte kvantitativt kontrollera användningen och doseringen av skumdämpare, kan lätt leda till en överdosering av skumdämpare, vilket leder till en ökning av rester på kiselskivornas yta, är också mer obekvämt att använda, men på grund av det låga priset på råvaror och råvaror för skumdämpare använder därför de flesta kylmedel i hushållet detta formelsystem; ett annat kylmedel använder ett nytt skumdämpande medel, kan vara väl kompatibelt med huvudkomponenterna, inga tillsatser, kan effektivt och kvantitativt kontrollera mängden, kan effektivt förhindra överdriven användning, övningarna är också mycket bekväma att utföra, med korrekt rengöringsprocess kan dess rester kontrolleras till mycket låga nivåer, i Japan och ett fåtal inhemska tillverkare använder detta formelsystem, men på grund av dess höga råvarukostnad är dess prisfördel inte uppenbar.
(2) Lim- och hartsversion: I det senare skedet av diamanttrådsskärningsprocessen har kiselskivan nära den inkommande änden skurits igenom i förväg, kiselskivan vid utloppsänden är ännu inte igenomskuren, den tidigt skurna diamanttråden har börjat skära till gummilagret och hartsplattan, eftersom kiselstavslimmet och hartsplattan båda är epoxihartsprodukter, ligger dess mjukningspunkt i princip mellan 55 och 95 ℃, om mjukningspunkten för gummilagret eller hartsplattan är låg kan det lätt värmas upp under skärningsprocessen och göra att det blir mjukt och smälter, fästa vid ståltråden och kiselskivans yta, vilket kan leda till att diamanttrådens skärförmåga minskar, eller så får kiselskivorna att tas emot och färgas med harts, när de väl är fästa är de mycket svåra att tvätta bort, sådan kontaminering sker oftast nära kiselskivans kantkant.
(3) Kiselpulver: Vid diamanttrådsskärning produceras mycket kiselpulver. Vid skärning ökar halten av kylvätska i murbruket. När pulvret är tillräckligt stort fäster det på kiselytan. Kiselpulver i diamanttrådsskärning absorberas lättare på kiselytan, vilket gör det svårt att rengöra. Se därför till att kylvätskan är uppdaterad och av god kvalitet och minska pulverhalten i den.
(4) Rengöringsmedel: För närvarande använder tillverkare av diamanttrådsskärning mestadels murbruk samtidigt, och använder oftast förtvätt, rengöringsprocess och rengöringsmedel för murbruk etc. Det finns stora skillnader mellan diamanttrådsskärningstekniken och skärmekanismen för att bilda en komplett uppsättning linjer. Det finns därför stora skillnader mellan kylvätska och murbruk, så motsvarande rengöringsprocess, dosering av rengöringsmedel, formel etc. bör justeras för diamanttrådsskärning. Rengöringsmedel är en viktig aspekt. Den ursprungliga formeln för rengöringsmedlet är ytaktivt och alkaliskt, vilket inte är lämpligt för rengöring av kiselskivor för diamanttrådsskärning. Ytan på diamanttrådsskivan bör beaktas, inklusive sammansättningen och resterna av ytan, och tas med i rengöringsprocessen. Som nämnts ovan behövs inte skumdämpningsmedel vid murbruksskärning.
(5) Vatten: Överfyllt vatten från diamanttrådsskärning, förtvättning och rengöring innehåller föroreningar som kan absorberas till kiselskivans yta.
Förslag för att minska problemet med att sammetsvitt hår ser ut
(1) För att använda kylvätska med god spridning krävs det att kylvätskan använder ett skumdämpande medel med låg resthalt för att minska resterna av kylvätskans komponenter på kiselskivans yta.
(2) Använd lämpligt lim och hartsplatta för att minska föroreningen av kiselskivor;
(3) Kylvätskan späds ut med rent vatten för att säkerställa att det inte finns några lätt kvarvarande föroreningar i det använda vattnet;
(4) För ytan på diamantskärda kiselskivor, använd ett lämpligare rengöringsmedel med aktivitet och rengöringseffekt;
(5) Använd diamantlinjens kylvätskesystem för onlineåtervinning för att minska innehållet av kiselpulver i skärprocessen, för att effektivt kontrollera rester av kiselpulver på kiselskivans yta. Samtidigt kan det också förbättra vattentemperaturen, flödet och tiden under förtvättningen, för att säkerställa att kiselpulvret tvättas i tid.
(6) När kiselskivan väl placerats på rengöringsbordet måste den behandlas omedelbart och kiselskivan måste hållas våt under hela rengöringsprocessen.
(7) Kiselskivan håller ytan våt under avslemningsprocessen och kan inte torka naturligt. (8) Vid rengöringsprocessen av kiselskivan kan tiden den utsätts för luft minskas så mycket som möjligt för att förhindra blombildning på kiselskivans yta.
(9) Städpersonalen får inte komma i direkt kontakt med kiselskivans yta under hela rengöringsprocessen och måste bära gummihandskar för att undvika fingeravtryck.
(10) I referens [2] använder batteriänden en rengöringsprocess med väteperoxid H2O2 + alkalisk NaOH enligt volymförhållandet 1:26 (3 % NaOH-lösning), vilket effektivt kan minska förekomsten av problemet. Dess princip liknar SC1-rengöringslösningen (allmänt känd som vätska 1) för en halvledarkiselskiva. Dess huvudsakliga mekanism: oxidationsfilmen på kiselskivans yta bildas genom oxidation av H2O2, som korroderas av NaOH, och oxidation och korrosion sker upprepade gånger. Därför hamnar partiklar som är fästa vid kiselpulver, harts, metall etc.) också i rengöringsvätskan tillsammans med korrosionslagret; på grund av oxidationen av H2O2 sönderdelas det organiska materialet på skivans yta till CO2, H2O och avlägsnas. Denna rengöringsprocess har använts av tillverkare av kiselskivor för att rengöra diamanttrådsskärning av monokristallina kiselskivor, kiselskivor i hemlandet och Taiwan och andra batteritillverkare, och klagar på problem med sammetsvitt. Det finns även batteritillverkare som har använt liknande sammetsbaserade förrengöringsprocesser, som effektivt kontrollerar utseendet på sammetsvitt. Det kan ses att denna rengöringsprocess läggs till i rengöringsprocessen för kiselskivor för att avlägsna rester av kiselskivor och därmed effektivt lösa problemet med vita hårstrån i batteriänden.
slutsats
För närvarande har diamanttrådsskärning blivit den viktigaste bearbetningstekniken inom enkristallskärning, men i processen att främja problemet med att tillverka sammetsvitt har det orsakat problem för tillverkare av kiselskivor och batterier, vilket har lett till att batteritillverkare har upplevt ett visst motstånd mot diamanttrådsskärning av kiselskivor. Genom jämförande analys av det vita området orsakas det huvudsakligen av rester på kiselskivans yta. För att bättre förebygga problemet med kiselskivor i cellerna analyserar denna artikel de möjliga källorna till ytföroreningar på kiselskivor, samt förslag på förbättringar och åtgärder i produktionen. Beroende på antalet, regionen och formen av vita fläckar kan orsakerna analyseras och förbättras. Det rekommenderas särskilt att använda väteperoxid + alkalisk rengöringsprocess. De framgångsrika erfarenheterna har visat att det effektivt kan förhindra problemet med diamanttrådsskärning av kiselskivor vid tillverkning av sammetsvittning, som referens för allmänna branschfolk och tillverkare.
Publiceringstid: 30 maj 2024